Applications on Defect Visualization and Counting in Optoelectronic Materials

The emergence of new materials has paved the way to nano-electronic and optoelectronic devices with improved or new capabilities. For instance, III-V based alloys have revolutionized the LED industry finding applications in high power electronics and may speed up micro- electronic devices in the near future. Unfortunately, their wide scaled implementation is still limited by the presence of highly concentrated crystallographic or impurity defects. Such defects are typically of sub-nanometric size and are therefore difficult to observe directly. Defect metrology is by consequence of very high importance to assess fabrication processes. Three methods are traditionally implemented to determine the density of defects in optoelectronic devices.


- Transmission Electron Microscopy (TEM) is by far the most used technique. Despite its popularity, it is is very costly and suffers major drawbacks. The sample preparation is destructive, time-consuming and requires extensive training and skills. The image analysis is subject to interpretation and is not statistically relevant because only small areas can be probed.
- X-Ray Diffraction (XRD) is limited by the large size of the probe (5o μm) and can only probe an ensemble of defects. Moreover, the technique is not adapted to low defect densities (where the sensitivity of the technique drops).
- Atomic Force Microscopy (AFM) can scan large areas with very good resolution. Unfortunately, AFM measurements are usually time-consuming and can merely probe buried defects.
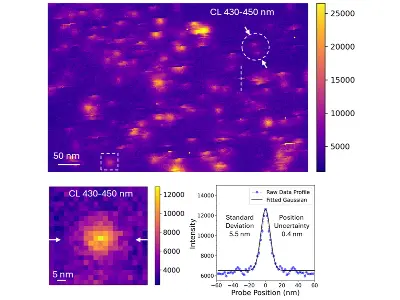
Cathodoluminescence (CL) microscope on the other hand overcomes these limitations by combining small probe size and large field of view. The Attolight CL microscope possesses unique features that make defect imaging and counting in optoelectronic devices cost effective and more precise.
- Its small probe size (down to 3 nm) provides for extremely good spatial resolution. The higher detectable defect densities are only limited by the diffusion length of carriers.
- Its large field of view (up to 300 m) allows for inspection of large areas without compromising the spatial resolution. Very low defect densities can be thus detected. In addition, inhomogeneous distributions of defects can be directly observed.
- Its optimized light collection efficiency and auto-aligned design fastens defect density measurements down to a few minutes.
- Its unique touch-screen interface provides for user-friendly operation. No sample preparation is required, and defect density measurements become accessible to the non-specialist.
- The proprietary software developed by Attolight enables fast and reliable automated defect counting.
Defect density counting comparison of the Attolight CL microscope with TEM and AFM techniques.


More applications
Identifying Atomic-Scale Defects Responsible for Blue Emission in hBN Using Correlative STEM-CL

Quantitative CL Uniquely Resolves Individual Point Defects in InGaN/GaN Quantum Wells, Solving Efficiency Gain Riddle
.webp)
Cathodoluminescence Analysis of Extra-Cellular Matrix
CL from Beam-Sensitive Optoelectronic Materials - Hybrid Halide Perovskites
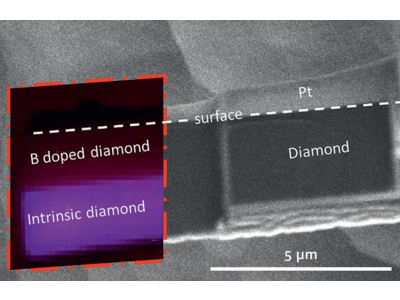
Applications on Semiconducting Diamond
